






Технология производства ограждений LEGI
Стандартные цвета
| SF I | SF II | SF III |
|
RAL |
RAL |
RAL |
|
RAL |
RAL |
RAL |
|
RAL |
RAL |
RAL |
RAL  Каменный серый Каменный серый |
||
| По желанию мы предоставим все цвета RAL. | ||
Вся продукция Legi сертифицирована.
 Изготовление сертифицировано Изготовление сертифицированопо стандарту DIN ISO 9001:2008 (устанавливающий критерии качества СМК) |
 Проверены TÜV и подтверждены согласно DIN 1055-9 : 2003-08 p.6.3.1.(7). Проверены TÜV и подтверждены согласно DIN 1055-9 : 2003-08 p.6.3.1.(7).Для статической нагрузки - 2 килоньютон / метр на 500 мм высоты - 5 килоньютон / метр на 1200 мм высоты (допускается к использованию на крытых парковках для защиты от обвалов и т.д.) |
Процесс делится на несколько этапов.
1. Производство
Производство систем ограждения со столь широким ассортиментом - это сложный трудоемкий процесс. Многоэтапный характер работы требует участия специальных машин, размещенных в производственных цехах.
Основная производственная деятельность представляет собой разного рода обработку металла - от очень простой, выполняемой вручную и до сложных задач, с которыми способны справиться лишь машины. Например: резка, вырезка, сварка, шлифовка, сверление и так далее. Руководитель цеха следит за работой, отслеживает, чтобы производство (в том числе изготовление металлических заборов) шло без перебоев. С помощью электронной базы данных он координирует реализацию заказов, устанавливая с опережением план производства.


Когда первичные продукты принимают окончательную форму, а их качественные характеристики соответствуют заданным параметрам, они передаются на следующий этап технологической цепочки - оцинковку. После снятия с производственной линии, элементы ограждений транспортируются в цинковальную.
2. Оцинковка
В процессе оцинковки появляется эластичное и хорошо связанное с поверхностью стали антикоррозийное покрытие. Специфика процесса оцинковки уже на ранней стадии нуждается в дополнительном участии специалистов.

К примеру, на этом этапе важно обращать особое внимание на разновидность стали, а также качество полученных оцинкованных покрытий (блеск, гладкость, толщина, сцепка), так как оно может быть разным в зависимости от содержания угля, фосфора и кремния в данной конкретной партии стали.
По нормам DIN 17100, а также PN-88/H+84020 поддающейся огневой оцинковке, содержание угля и кремния не должно превышать 0,5 %. В противном случае цинковая оболочка получится матово-серой, неравномерной, чувствительной к механическим повреждениям.



Кроме того, очень важно учитывать размеры цинковой ванны, в которую полностью погружается изделие. Большие конструкции, а также трудные для обработки элементы, как правило, разделяются на сегменты. Изделие, будь то забор или откатные ворота, также должно состоять из элементов, выполненных из одного сорта стали с приближенной толщиной стенок, чтобы избежать искривления и искажения предметов. Оцинкованные элементы ограждений передаются либо на склад готовых изделий, либо на дальнейшую обработку.
3. Покраска
В функционирующей системе дуплекс, многоэтапное производство ограждений не заканчивается оцинковкой. Элементы ограждений поддаются следующей обработке - покрытию лаком.
Срок службы ограждений значительно зависит от погодных условий, поэтому при их производстве должна быть предусмотрена соответствующая антикоррозийная защита, позволяющая сохранить привлекательность изделия и его качественные характеристики.
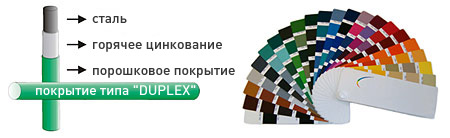
Система дуплекс гарантирует долговременную и эффективную защиту даже в самых экстремальных погодных условиях. Компания LEGI имеет современную автоматизированную производственную линию для обработки поверхности элементов ограждений и их дальнейшего покрытия порошковыми красками.


Основным условием хорошего защитного слоя покрытия является идеальное очищение всех элементов поверхности. Металлические оцинкованные части сначала проходят струйно-наждачную обработку никелево-хромным составом в автоматической машине. С помощью этого достигается эффект совершенной матированной поверхности.
Далее лак в виде порошка наносится с помощью 16-ти пистолетов в системе трибо, что обеспечивает точное покрытие поверхности даже в труднодоступных местах. Затем лак растапливается. Таким образом создается двухслойная оболочка. Данный процесс абсолютно безвреден для окружающей среды и предоставляет возможность покрытия лаком практически любого цвета из палитры RAL.
4. Упаковка
Перед процессом запаковки качество всех запчастей ограждений еще раз проверяется. После оценки прочности упаковки, запакованные и застрахованные изделия отправляются на склад готовых изделий. Готовая продукция хранится и транспортируется на деревянных паллетах. Каждая упаковка изделий соединена специальной лентой и сильно прикреплена к паллете. Для упаковки оградительных столбов используются деревянные перегородки, а также полиуретан. Упаковки с покрытыми лаком изделиями дополнительно пакуются при помощи термо-пленки, которая защищает поверхности от атмосферных воздействий и мелких механических повреждений.

